


While round rail linear guides often offer the lowest overall cost of ownership, machine designers frequently specify profile (or square) rail to achieve higher rigidity and load capacity, reduce the installation envelope or improve accuracy. These designers might use profile rail in various applications—from miniature rails guiding pipettes on laboratory blood analyzers to large, multi-axis robot systems transferring pallets in factories. Profile rails’ high rigidity makes them the natural choice in CNC machine applications and semiconductor production.
As with all linear motion components, durability is primarily a function of speed, load and duty cycle, for which the application dictates the parameters. Within those parameters, diligent lubrication and contamination protection are most critical to extending the lifetimes of profile rail linear guides. Important to remember is that linear bearings are open, unlike radial bearings, which are sealed. These seals keep lubrication in and shut contamination out. Following good lubrication and contamination protection is a must. Other factors that affect durability include sizing, architectural and mounting choices. Knowing more about these options and their tradeoffs can help maximize the lifetime performance of your profile rail solutions.
Lubrication best practices
About 75% of all profile rail failures result from inadequate lubrication or contamination. Like an automobile oil change, rail and bearing lubrication must happen regularly to help prevent corrosion from both solid and liquid contamination. Lubrication flushes out destructive particulates and minimizes friction and wear. Annual relubrication may be sufficient in a clean environment, such as a medical imaging room, but monthly intervals may be required in a dusty, dirty factory.
Most companies prefer to align lubrication frequency with routine preventive maintenance schedules. If inspection indicates that the purged grease is in bad shape or that the rail is very dry, the application may need relubrication more frequently. Conversely, the operator can increase the lubrication interval if the purged grease is in good shape and the rail looks adequately lubricated. Another excellent option is using self-lubricating reservoirs on the blocks (carriages) with additional seals and scrapers available. Some profile rail manufacturers offer blocks with spacers between the balls. This dramatically lowers the friction between balls and traps lubrication (and some contaminants) there, extending life when contamination is less of a concern, or limiting life by restricting lubrication purging for certain contaminants.
Using the right grease—for example, food-safe or high-temperature—is also essential, as is following best practices for applying that grease. Those servicing the rail should continue adding lubrication into the blocks’ lubrication ports until fresh grease emerges from the block, then cycle a few times to spread lubrication over the rails. Machines should never run without lubrication. Maintenance technicians should also clean seals and wipers often for maximum protection from the environment and replace worn seals and wipers regularly.
When replacing carriages reaching their end of life, owners should seriously consider new rails because they also wear and can become damaged over time. Mounting a brand-new carriage on an already-worn rail may cause the new carriage to wear and fail prematurely, possibly even catastrophically.
Right-sizing
While the motion profile will dictate overall sizing parameters, there may be room for some variations that can improve system life. Nominal profile rail widths range from 5 to 100 mm and are available in lengths of up to 6 meters as a single piece (Figure 1). For pieces exceeding stock lengths of typically 3–4 meters, the rails can be butted. However, this requires special end machining on the butting ends to minimize any gap between the joined rails. Installation alignment is also more critical, as the gap between the rails cannot exceed one-half the carriage ball diameter, for smooth operation and long bearing life.

Figure 1. Depending on the application, profile rail solutions can be optimized by width and length. Image courtesy of Thomson Industries, Inc.
The larger the rail, the greater the load capacity, and using smaller fractions of the capacity can extend life. For example, a 500-pound-capacity unit that constantly moves only 100 pounds will last much longer than the same system continuously using its total capacity.
Some designers oversize their profile rail systems to increase the expected assembly life. Others may oversize for aesthetic purposes, thinking perhaps that a half-inch profile rail driving a one-inch ball screw looks out of balance. Or they may specify a larger rail than the motion profile calls for, achieving durability benefits and improved visual balance as a counter to the added cost.
Carriage sizing might also affect durability. Longer blocks add more load capacity, while wider blocks supply more mounting options.
However, if lubrication intervals and contamination factors have been accounted for, the bearing will typically far exceed L10 life calculation predictions.
Online sizing and selection tools (Figure 2) make it easy for designers to get a precise configuration. Such tools provide technical information, 3D CAD drawings, pricing and lead times.
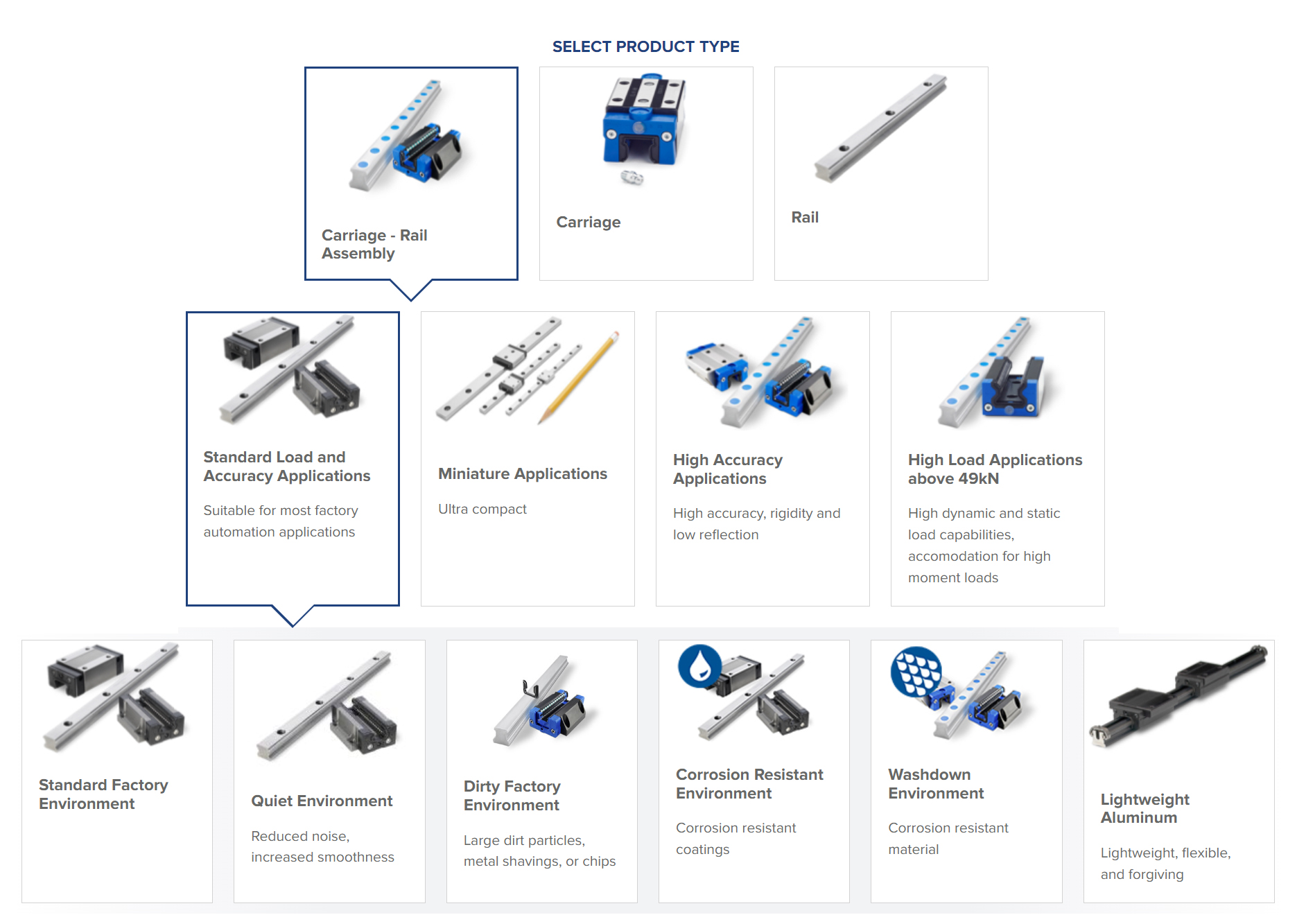
Figure 2. Online sizing and selection tools, such as this one from Thomson Industries, use visual aids to guide users to optimal profile rail choices in mere minutes. Image courtesy of Thomson Industries, Inc.
Preload issues
Designers specifying preloading to increase rigidity and decrease deflection should be sure if preloading is really necessary. The standard manufacturer preloads are often perfect for a large majority of applications. Typical applications requiring increased preloads include linear bearings used on CNC machining centers. Manufacturers typically add preload to their carriages by oversizing the rolling elements.
However, if the application runs horizontally, preloading is often redundant—the load weight would likely add more rigidity and decrease deflection more than preloading. Preloading will shorten life. However, given that preload is only up to 13 percent of the rated dynamic load capacity, the benefits of preloading, where applicable, would typically outweigh the impact on life. If the design calls for a single rail, but the load is not on the center line of the rail and carriage, increasing the size of the block and rail and/or adding preload may be necessary to handle the moment loading. This can be avoided using a two-block and rail assembly with the load between the rails. This removes the moment of the loading, reducing the required rail and carriage size and eliminating the need for preloading.
Alignment and surface preparation
All else being equal, a well-aligned application will outlast a poorly aligned one. Alignment is primarily a function of surface preparation. It is critical to bolt profile rail to a precisely machined surface. Without a properly prepared mounting surface, the guide will run rough and require replacement more often. Even minor flatness errors in the mounting surface can reduce bearing life by up to 50 percent, and more severe alignment issues can lead to immediate failure. Large applications, such as CNC machines and robotics, require the highest possible rigidity; all items must be locked in as tightly as possible to avoid drift during operation.
If proper surface preparation has been achieved, the next issue is creating parallelism between rails. This becomes especially important if the blocks are preloaded, resulting in much less play. Misalignment significantly increases loading and a subsequent drop in bearing life. In larger precision applications, parallelism may require laser measuring to achieve the required level.
Surface preparation can be expensive, however. If a design can tolerate less accuracy and more compliance, money can be saved because less surface preparation is needed. Ultimately, the amount of surface preparation that profile rail needs depends on the arrangement of the rolling elements and the required precision level.
Arrangement of rolling elements
Designers configure rolling elements based on their tolerance or preference for compliance and their budgetary constraints, which, in turn, affect the amount of surface preparation performed. The following architecture choices can affect durability depending on the level of surface preparation (Figure 3):
- Double-backed architecture arranges four ball bearings or roller bearing tracks (each with two contact points) to maximize rigidity and moment arm, marked with “D.”
- Gothic arch architecture arranges two larger ball bearing tracks (each with four contact points) to allow smaller rail sizes while minimizing the negative impact on rigidity and allowing for an intermediate moment arm “D.”
- Double-faced architecture arranges four ball bearing tracks (each with two contact points) higher on the rail to increase compliance while minimizing the negative impact on the moment arm “D.”
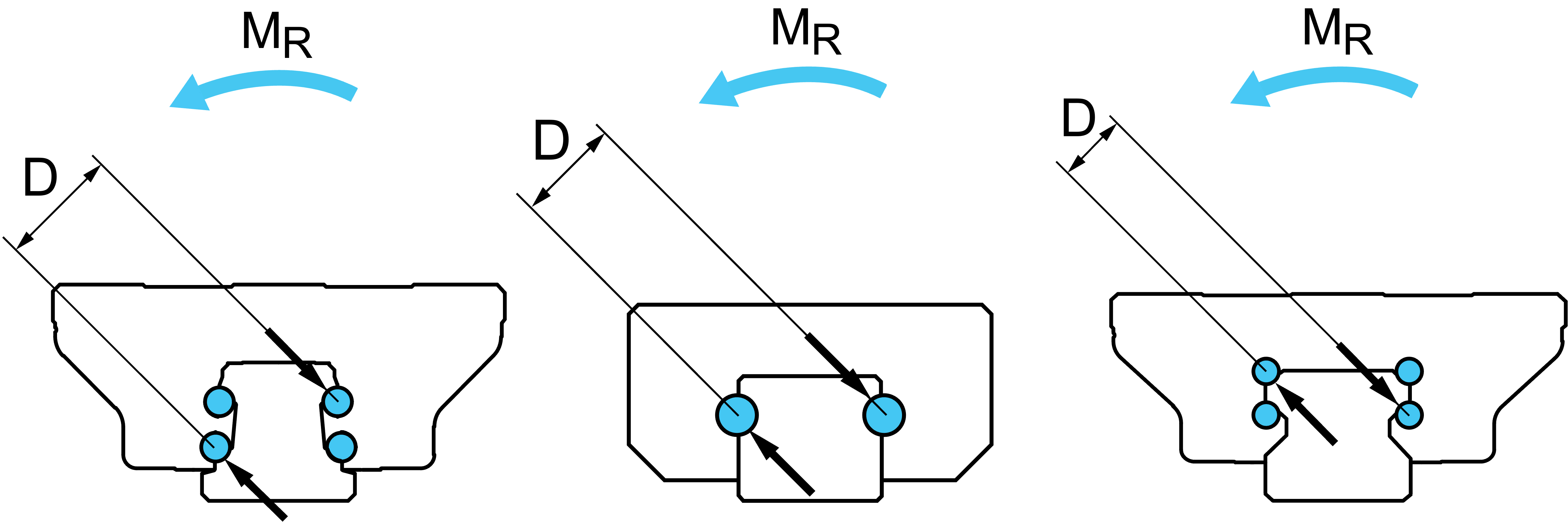
Figure 3. The durability of profile rail rolling elements relies mainly on one’s choice between the three pictured rail architectures. Image courtesy of Thomson Industries, Inc.
The most rigid and accurate rolling element choice is the double-backed configuration, which requires the most significant investment in surface preparation. The Gothic arch configuration is the next most rigid and accurate, needing less surface preparation. The double-faced design is the least rigid and most compliant, thus requiring the least investment in surface preparation. But even the designer who may not need the highest accuracy or rigidity can still optimize for longer life by specifying as much surface preparation as their budget will allow.
Manufacturers employ various configuration combinations of their profile bearings. Some use a back-to-back or face-to-face configuration with further variations of raceway shapes. Also, some include the shape of the Gothic arch, the round arch, the oval arch or the V groove. There are many extensive test reports on the advantages of every manufacturer’s chosen method. In practice, every manufacturer’s product meets or exceeds their published L10 life directly dependent on proper sizing, lubricating and corrosion protection.
Rail/carriage count
A typical profile rail system involves two rails with two carriages on each rail. Adding rails or carriages to the system usually adds design risk because the application becomes exponentially more complex. However, some project requirements create needs that outweigh these challenges. Large application envelopes or prioritizing the absolute minimum deflection are examples where the tradeoffs make a higher rail and carriage count worth the increased alignment requirements.
Profile rail assembly life can vary significantly given the motion profile, environment and preventive maintenance practices, with a strictly enforced lubrication schedule and corrosion protection being the most critical factors. Additional choices affecting life include using more oversized rails, avoiding unnecessary preloading and deploying multiple rails or carriages. However, implementing more than two choices introduces complexities that can shorten life if not handled skillfully.
Proper alignment is also a significant factor in rail durability. Good alignment depends on sufficient investment in mounting surface quality, which designers can adjust based on their requirements for accuracy and compliance.
Finally, it bears repeating that most rail failures result from poor lubrication practices or contamination issues, making these maintenance tasks a priority over all others.